
三种简易蚀刻片制作方法对比试验
一架
2009.12.23.
本文是模心模型的一架发表在SM上的文章,经过一架本人同意,转载到本站。转载请征求原作者同意。原文地址:http://www.sonicmodel.com/topicdisplay.asp?BoardID=23&Page=1&TopicID=2847944
蚀刻片不一定就是PE。PE是Photo-etched sheets的缩写。虽然成型都是用的E (etch
腐蚀),但是我们一般买到的蚀刻片商品的高精度的关键在于P (Photo 指的是利用光学方式曝光),
激光照排的高精细度决定了蚀刻片的精密特性。以下我介绍的三种方法仅限于DIY制作相对粗糙的蚀刻片,是不能和产品级的蚀刻片相提并论的。请大家不要过分期待。
既然是DIY,当然要使用大家容易搞到的材料,进行低成本的操作。这些方法对于自行制作电路板的朋友来说是比较熟悉的了。反正什么乱七八糟东西都可以在淘宝上搜到就是了。
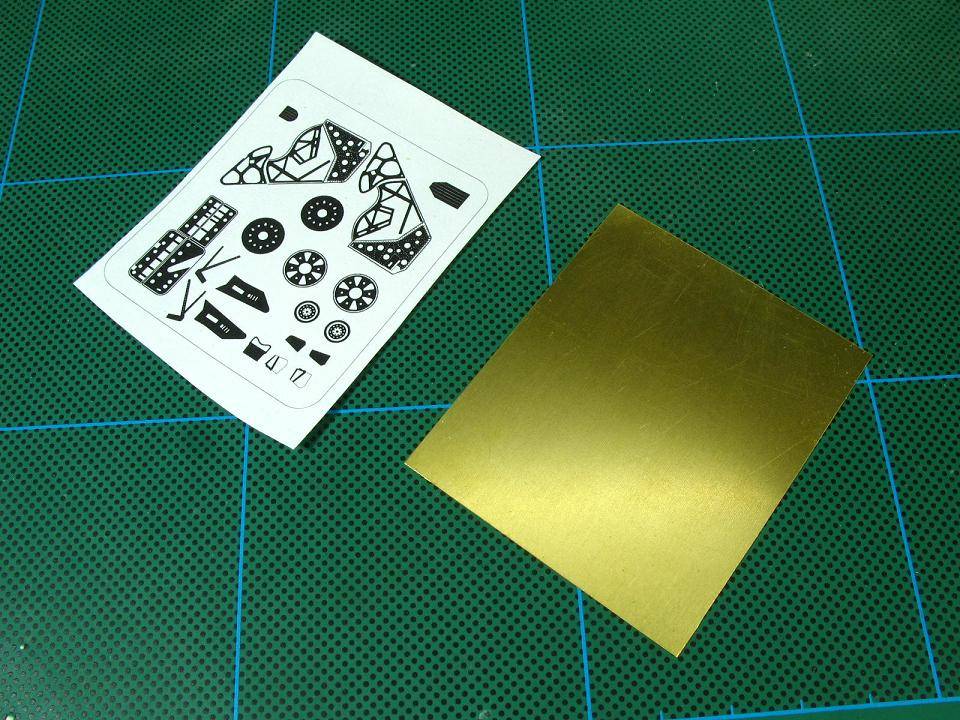
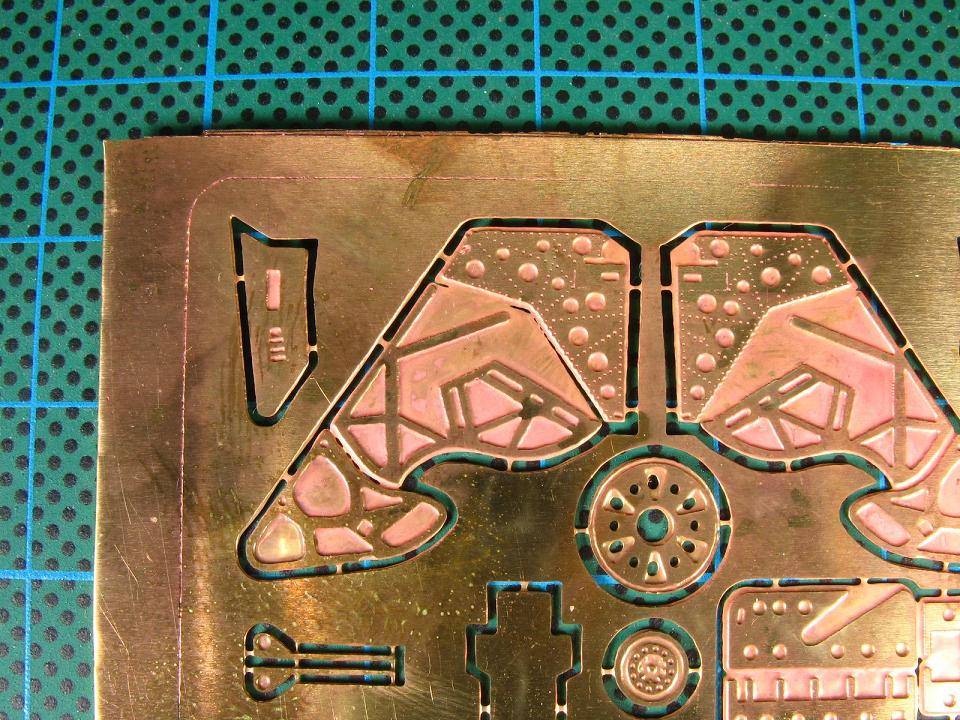
首先要准备的当然是铜片,根据需要,我准备了三种厚度,0.1mm、0.15mm、0.2mm,裁成适当大小
然后是一个可调温的电熨斗,为了方便经常使用(我不熨衣服),我用万能角钢搭了一个支架,把电熨斗倒过来用。

还有就是一台黑白激光打印机,当然,用别人的也行,我使用的是一台HP P1008
操作中要接触多种化学药剂,对人体伤害比较大,所以要注意个人防护,确保空气流通,做好处理突发意外的准备。在了解清楚相关背景知识前不要轻易尝试。


首先我做了一组小实验。之前我一直用三氯化铁做腐蚀剂,朋友给我推荐了双氧水加盐酸,说很好用。上网搜了下,比例为双氧水:盐酸:水=1:2:3。注意调配的时候先往水里加盐酸。
第一眼感觉双氧水加盐酸木颜色,便于监控,而三氯化铁的红色有很强的附着力,基本粘在可以渗透的材料上就几乎洗不掉了

然后两边丢进大小一样的铜片。双氧水里的铜片兴奋的冒着泡,到处游动。20秒之后就完全腐蚀光了。反应液变成了清爽的”醒目 苹果“的颜色。
而三氯化铁里的铜片表面反应出一层黑色的氯化铜,根据经验,要是不动它,20分钟后都还健在。所以要是用三氯化铁的话还要加热,还要一边冲走表面的反应产物。而且一段时间后整盘溶液都会变成黑色,连铜片在哪里都会看不到的。即便加热加水流也要十几分钟才能蚀刻完一小张铜片。


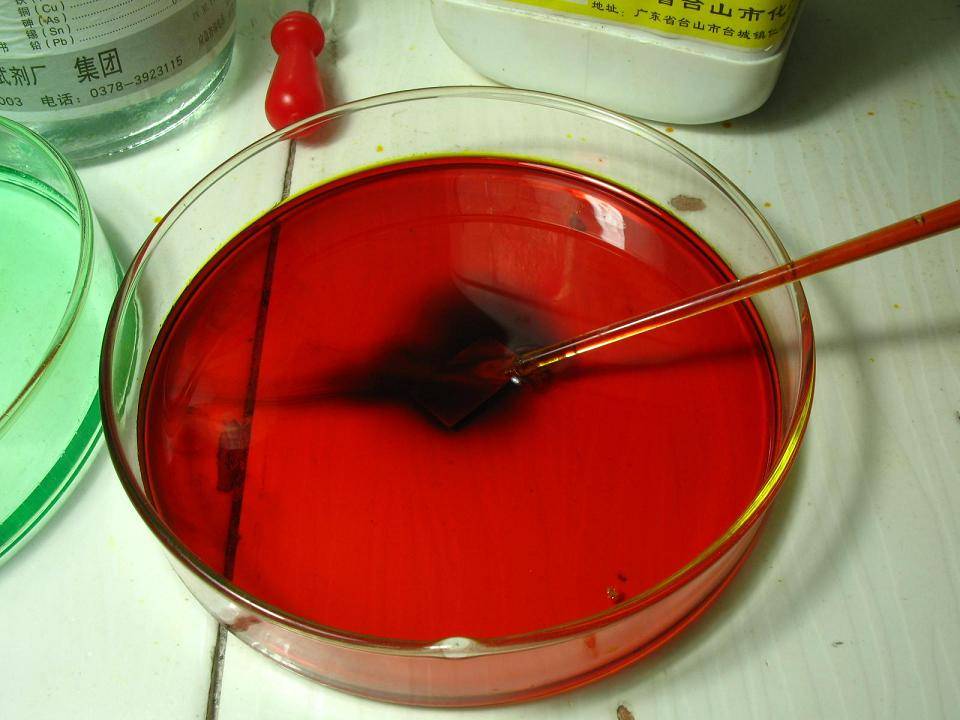
在明显的优势面前,我当然选择使用双氧水加盐酸作为腐蚀液。但是这种腐蚀液只能现配现用。不能配好储存。
——————————————————————* * * *——————————————————————
热转印法的基本道具是热转印纸,这是一种一面有光滑胶膜的纸,和不干胶底纸很像,但是只是象而已。价格也很便宜。
 |
 |
 |
 |
| 1.我们所要做的第一步就是把图案镜像打印在光滑的一面上。 | 2.用遮盖胶带把裁好的图案贴在清理干净的铜片上。玩电路的人经常苦于找不到合适的方法把纸片固定在铜片上,很幸运,我们有遮盖胶带。 | 3.将电熨斗温度设置到"棉"的位置,大约是200度。也有人说要调最高,但是我发现有的热转印纸温度太高也会出问题.然后把铜片放在上面,带上隔热手套均匀按压热转印纸的背面。同学说我这种方法比用过塑机改装的热转印机做的效果要好。因为这样温度更高,受热也均匀 | 4.各个位置都压到后就可以把铜片拿下来,背面喷上保护涂层,贴胶带也可以,我喷的是郡仕补土. |
 |
 |
 |
 |
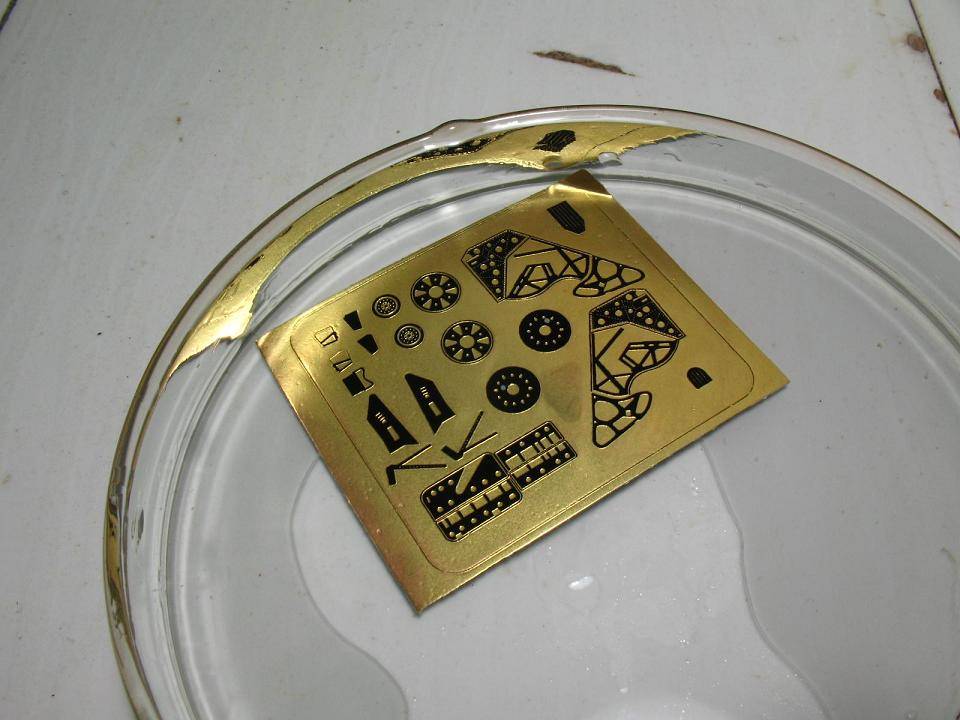
| 5.将热转印纸揭下,可以看到图案印到铜片上了。如果有局部细小的脱落,没有印好的,我们可以用油漆补一下。 | 6.腐蚀。我把铜片折了一个角,这样方便用镊子夹住操作。摇晃一下,利于将表面的反应掉的溶液冲走,加快反应速度。 | 7.根据腐蚀时间控制腐蚀的深度。我这里不需要全穿,所以腐蚀到一半的时候取出铜片,冲洗干净。 | 8.用溶剂将碳粉擦掉。这样就完成了热转印法的蚀刻片制作。 |
或许你注意到了,为什么我没有腐蚀透。因为正常的腐蚀透是两面同时腐蚀,这就需要在两面做遮盖。热转印法在加热的时候纸面会受热变形,精确的对位就成了几乎不可能完成的任务。所以在设计热转印法腐蚀的图案的时候就只用它来做只需要蚀刻一面的零件。
——————————————————————* * * *——————————————————————
感光膜可以解决正反面精确对位的问题,但是操作要麻烦一些,而且要多出几个需要控制的变量。所以制作难度要稍微大一些。
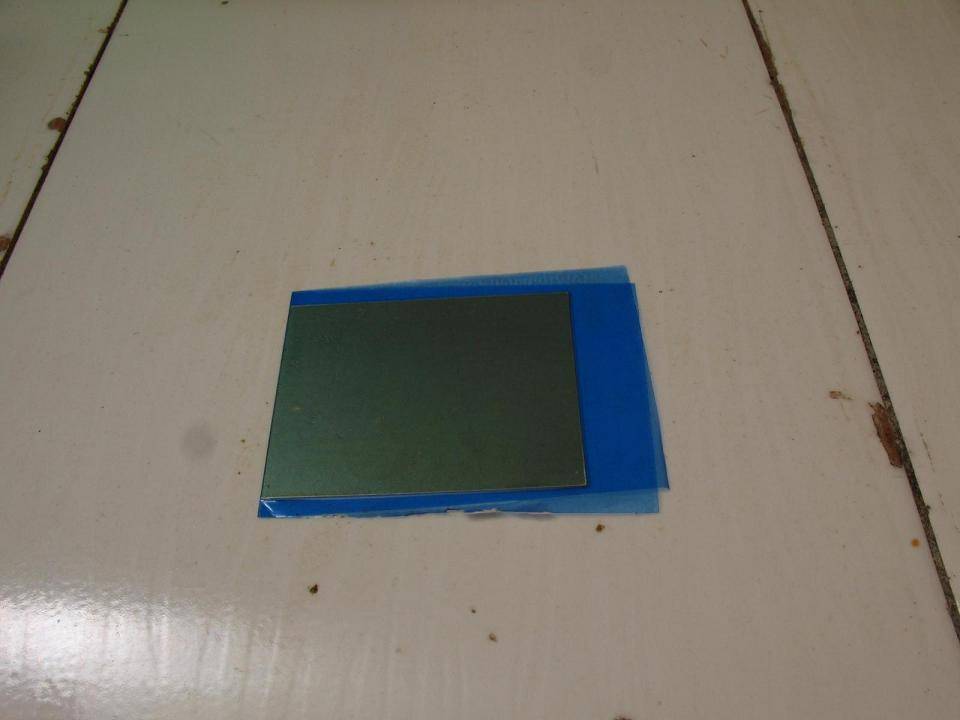
这就是感光膜,一张膜有三层,两面各有一层透明的保护膜,中间夹的感光干膜有一定的粘性,因为是感光膜,所以要避免多余的强光的照射。

在操作前还要准备显影剂和脱模剂,显影剂就是碳酸钠溶液,脱模剂是氢氧化钠溶液,我用600ml的饮料瓶装溶液,一瓶水11g溶质就差不多了.注意标注清楚两瓶东西,放错了就坏事了,喝了也坏事了。
 |
 |
 |
 |
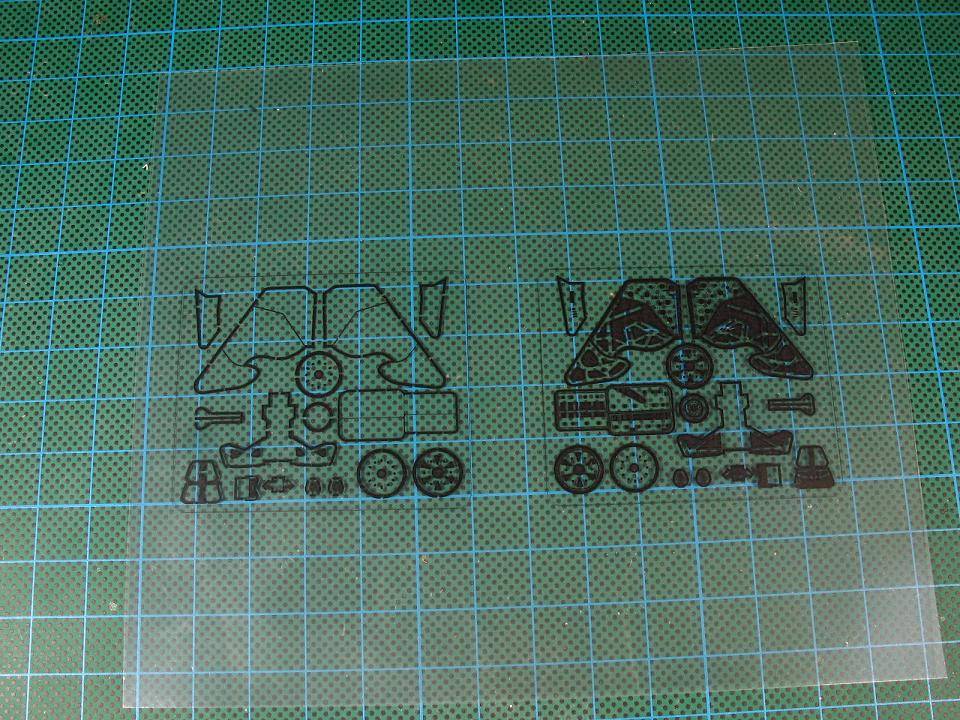
| 1.打印胶片。将图案打印在透明胶片上,黑色的部分是要腐蚀掉的部分,空出来透明的部分是要保留铜的部分,也就是突出来的部分。为了让图案和铜片贴合紧密,之后要将打印面贴在铜片上,所以也要镜像打印,注意,两面的图案也是相互镜像的。 | 2.对位。将胶片的两条相对的边用双面胶粘上,确保图案对齐定位。放好备用。 | 3.覆膜。将感光膜一面的保护膜揭下,露出中间夹的感光膜,将感光膜贴在铜片上。贴膜时要避免气泡和杂质。我也没诀窍,反正我确实没贴好。铜片两面都贴上感光膜。注意!另一侧的面的保护膜不要揭下,要不然就会粘到不该粘的东西了。现在铜片被两层感光膜夹在中间,然后外面是两张保护膜。 | 4.固化。放到电熨斗上加热,注意将温度设定到100度左右。目的是将感光膜固化在铜片表面。这一步要是做的不充分,会导致膜附着不良,后面会展示附着不良的结果。但是如果时间长了,或者温度高了,感光膜就会发生类似曝光的反应,失效。总之比较不好把握。我是在熨斗上贴了个温度传感器控制的。忘了拍照了,借一张后面的图,差不多。大家明白就行。 |
 |
 |
 |
|
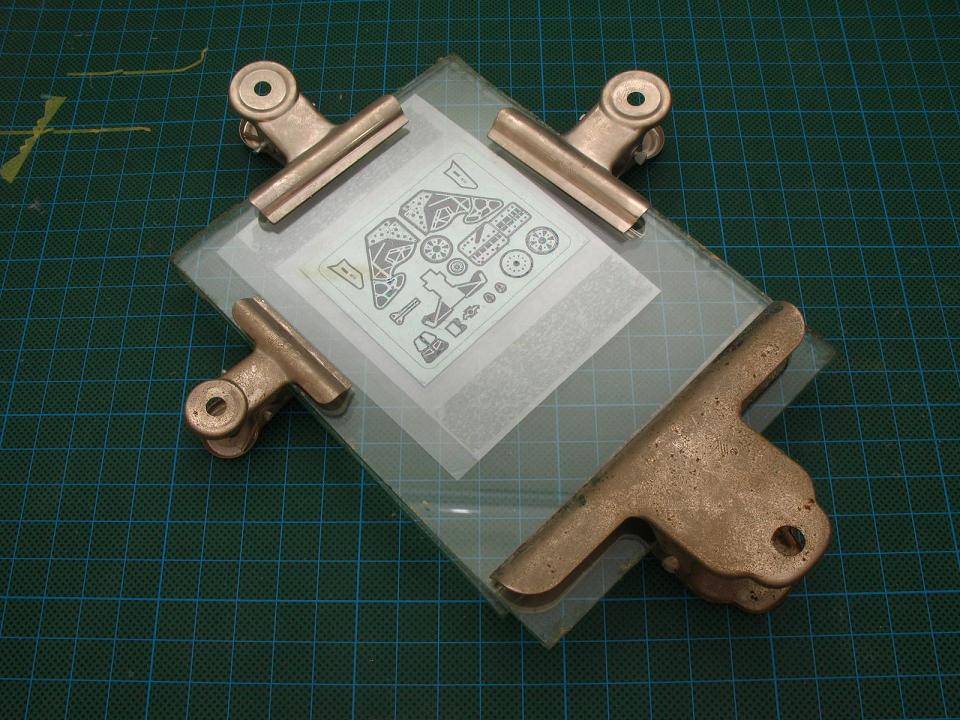
| 5.放置。将铜片塞到步骤2准备好的胶片”袋子“中。用两片玻璃夹紧。 | 6.曝光。我用的是24瓦的节能灯,曝光时间每面5分钟。注意根据各自光源的差异,适当调整曝光时间 | ||
 |
 |
 |
 |
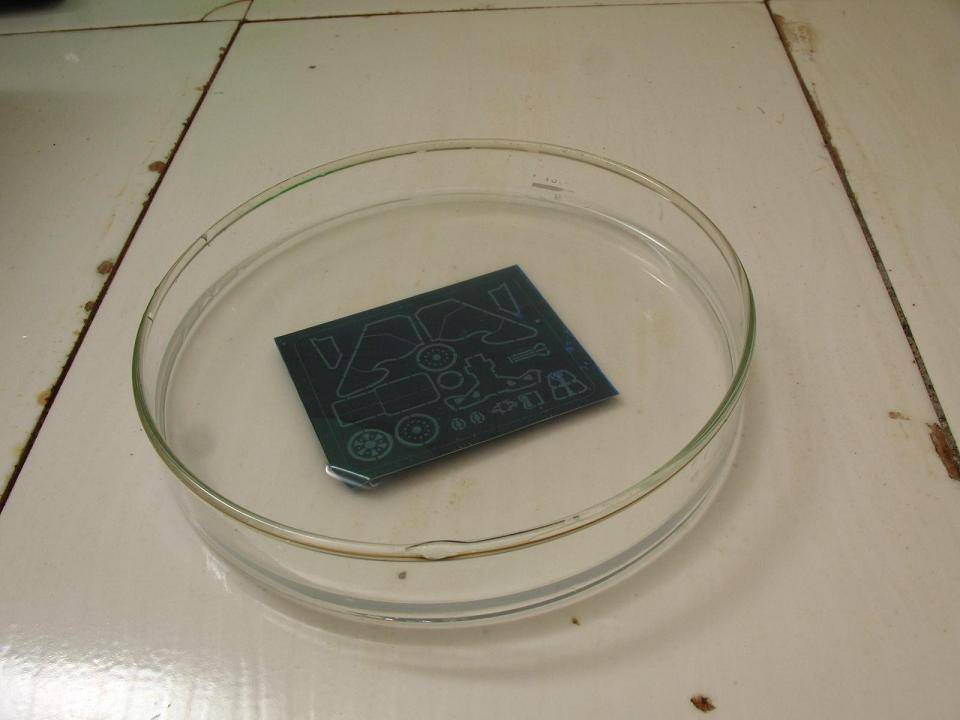
| 7.显影。曝光好了,将铜片取出,可以看到被黑色遮住没有曝光的位置颜色比较浅。揭下保护膜,放到容器中。倒入显影剂,用柔软的笔轻轻刷洗,没曝光的部分就被洗下来了。 | 8.腐蚀。和前面不同的是这里是两面一起腐蚀,腐蚀透就完成了,立刻冲洗干净,要不然腐蚀面要扩散了。下面两张已经腐蚀好了,但是上面一张可以看到感光膜有脱离,这就是前面加热没有做充分的后遗症 | ||
 |
 |
||
| 9.脱模。倒入脱模剂,等一段时间,膜就自动脱落了,可以用毛刷轻轻刷一下,辅助脱模。强碱,注意防护!然后冲洗干净就行了。那一片果然很惨啊。虽然是我操作上没控制好造成的,但是至少说明这个东西不好操作,成功率比较低。 | |||
——————————————————————* * * *——————————————————————
密封避光,所以使用的是黑色的包装,不用在意那个商标
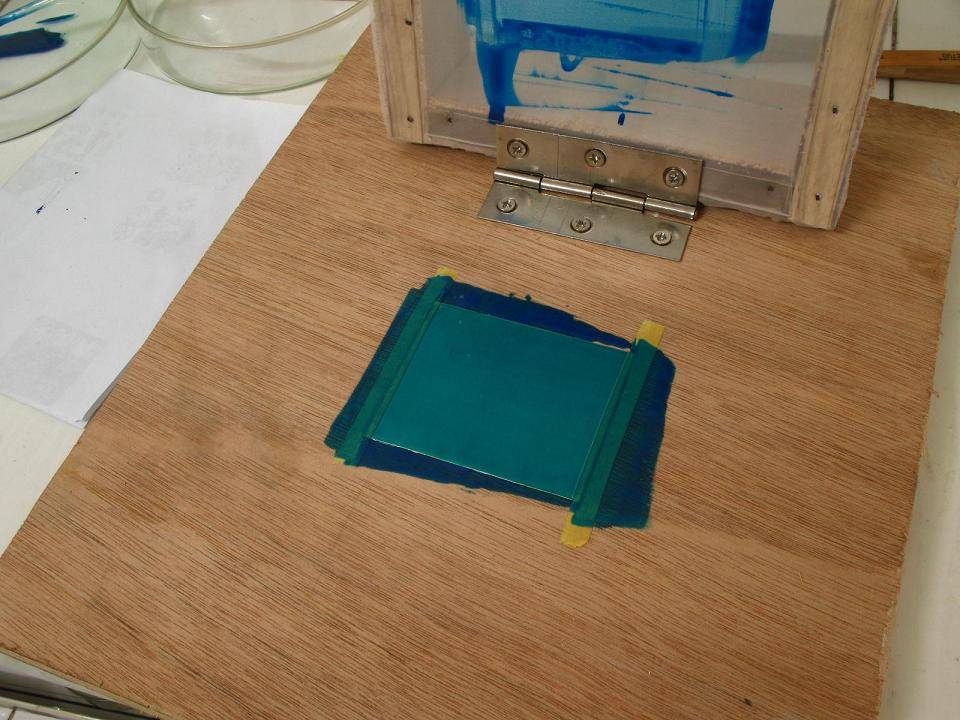
对应前面的感光干膜,感光胶也叫湿膜。就是液态的,涂上去之后固化成膜。这样就克服了贴干膜难度大的问题。但是也同样带来了涂覆麻烦的问题。涂覆要求膜厚度合适,均匀。最适当的方法就是丝网印。因为手边有现成的工具,所以我很方便的制作了一套丝网印的工具:一个绷网的框子用合页固定在底板上,绷上200目的尼龙网。然后搞一块边缘整齐、转角圆滑的塑料板做刮板就行了。
1.打印胶片。同方法二1
2.对位。同方法二2
3.覆膜。这一步使用丝网印实现。
 |
 |
 |
 |
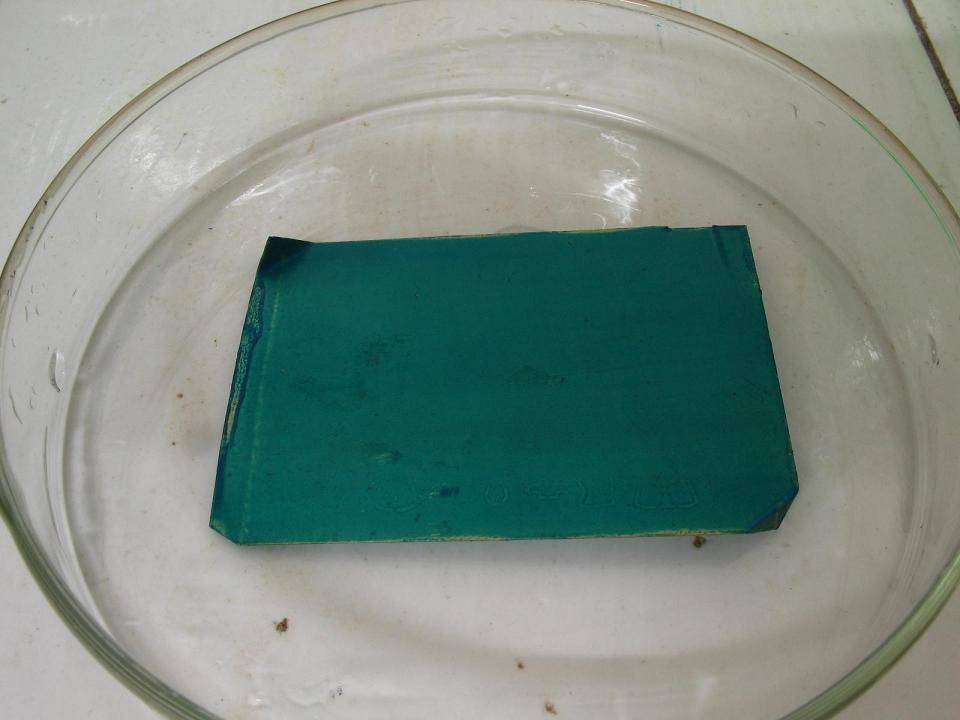
| 在丝网下面放置铜片。 | 盖上丝网,丝网上面上油墨 | 用刮板刮 | 看已经均匀的涂上一层了。 |
 |
|||
| 4.固化。与之前类似,但是因为感光膜是液体,所以不用施压,朝上放置即可。温度要设置到75°正负5°。固化时间15分钟左右,固化好了再刮上另一面的感光膜,然后再将第二面朝上固化。 |
5.放置。同二 6.曝光。同二 |
||
 |
 |
 |
 |
| 7.显影。同二,只是在显影之前几乎看不到颜色差异,要浸泡了显影剂才会看到图案出现。 | |||
 |
 |
||
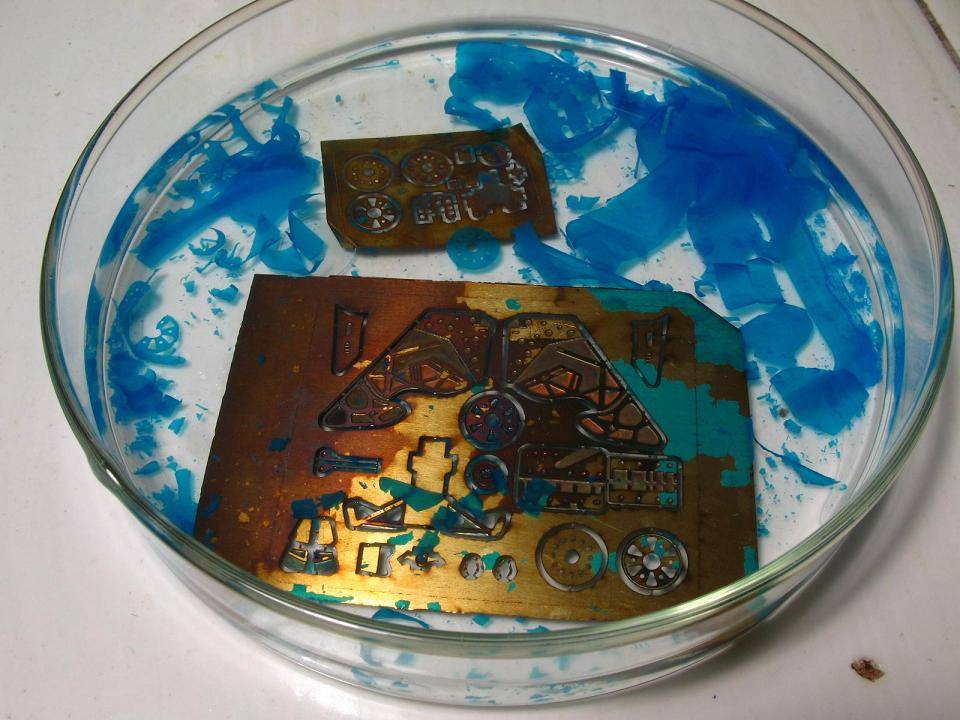
| 8.腐蚀。同二 | 9.脱模。同二。脱完膜的铜片可能颜色会变的比较难看,介意的话用稀盐酸洗一下就好了。 | ||
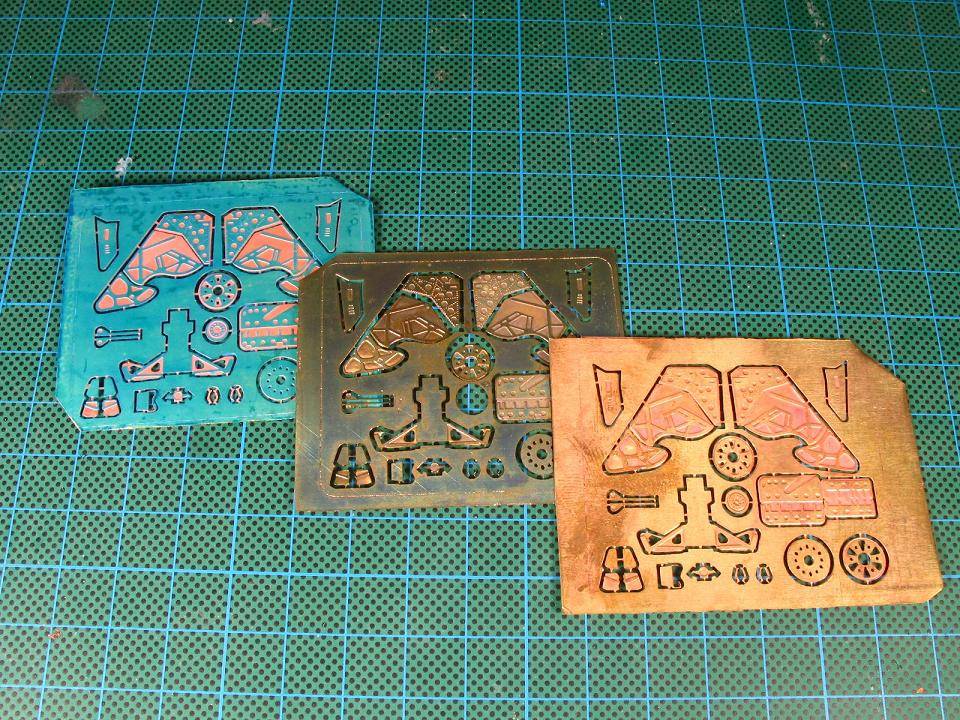
这三张左起分别是没脱膜的,脱了膜变色的,用盐酸洗过的.
——————————————————————* * * *——————————————————————
下图左为热转印做的蚀刻片,中间是感光膜的,右边是感光胶的。

热转印好操作,但是直接碳粉附着的保护层还是有些间隙,被保护的表面有些不干净,而且保护层容易脱落,优点是操作简单,成本最低。

感光膜对经验要求比较高,不好掌握,估计但是一旦摸清规律后,还是可以做出比较满意的效果。但是杂质干扰,贴膜技术,固化都是感光干膜法需要克服的困难

使用感光胶做出来的效果非常好,虽然稍微复杂,但是工艺稳定。
希望我的经验对各位有帮助,希望能够通过技术共享催生出更多优秀的作品。也希望大家能多介绍下自己的模型制作经验。欢迎参加讨论。
此文由 leopard2a6e 发表:又看啦一边,感觉战车与飞机的开模,是否在细节处理上也用到了这些服饰的办法?有时感觉很多细小的环节雕刻很难达到,却在模型上反应出来了,估计就是用此办法加工的吧
此文由 一架 发表:
这都被你看出来了,有的细节是直接蚀刻钢模具制作出来的。尤其是一些不规则,复杂细小的部分。比如网格,焊缝之类。
此文由 iv-s 发表:
感光胶?那种油墨是可以用喷笔喷的,不用那么复杂
此文由 一架 发表:
我也听说厂里用喷枪喷,但是我这种很稠,又不知道用什么溶剂,测试也很麻烦。谁知道用什么溶剂透露一点咯。不过我主要是不了解丝网印,顺便尝试一下。丝网印最大的优点是可以确保厚度均匀,而且可以通过丝网目数来调整涂层厚度。据说是200目丝网印出来的厚度最适合蚀刻。
此文由 iv-s 发表:
一般网格180已经是很高的了,200可能在丝网的图案制作上麻烦一点,另外批量做时用网印是不错,溶剂直接找销售该油墨的公司就可以了,买回来可能你会大呼上当............厚度问题不大,能遮好就行,双面蚀的胶片直接平面画好后镜象,设好对折线位单边用夹子一夹就完事,对位方便而且比较准确